





Introduzione al modello
|
Presentazione del modello |
||||||||
|
Prodotto Tipo |
PEW/130 |
PEW/155 |
UEW/130 |
UEW/155 |
UEW/180 |
EIW/180 |
EI/AIW/200 |
EI/AIW/220 |
|
Descrizione generale |
130Grado Poliestere |
155 Grado modificato poliestere |
155Grado Sanzianità Ppoliuretano |
155Grado Sanzianità Ppoliuretano |
grado 180 Sdritto Wvecchio Ppoliuretano |
grado 180 Poliva Imio |
200 Grado Composto di poliammide imide poliestere imide |
220Grado Composto di poliammide imide poliestere imide |
|
IEC Orientamento |
IEC60317-3 |
IEC60317-3 |
IEC 60317-20, IEC 60317-4 |
IEC 60317-20, IEC 60317-4 |
IEC 60317-51, IEC 60317-20 |
IEC 60317-23, IEC 60317-3, IEC 60317-8 |
IEC60317-13 |
IEC60317-26 |
|
Linee guida NEMA |
NEMA MW 5-C |
NEMA MW 5-C |
MW 75C |
MW 79, MW 2, MW 75 |
MW 82, MW79, MW75 |
MW 77, MW 5, MW 26 |
NEMA MW 35-C |
NEMA MW 81-C |
|
Approvazione UL |
/ |
SÌ |
SÌ |
SÌ |
SÌ |
SÌ |
SÌ |
SÌ |
|
Diametros Disponibile |
0,03 mm-4,00 mm |
0,03 mm-4,00 mm |
0,03 mm-4,00 mm |
0,03 mm-4,00 mm |
0,03 mm-4,00 mm |
0,03 mm-4,00 mm |
0,03 mm-4,00 mm |
0,03 mm-4,00 mm |
|
Indice di temperatura (°C ) |
130 |
155 |
155 |
155 |
180 |
180 |
200 |
220 |
|
Temperatura di scomposizione di rammollimento (°C) |
240 |
270 |
200 |
200 |
230 |
300 |
320 |
350 |
|
Temperatura dello shock termico (°C) |
155 |
175 |
175 |
175 |
200 |
200 |
220 |
240 |
|
Saldabilità |
Non saldabile |
Non saldabile |
380℃/2s saldabile |
380℃/2s saldabile |
390℃/3s saldabili |
Non saldabile |
Non saldabile |
Non saldabile |
|
Caratteristiche |
Buona resistenza al calore e resistenza meccanica. |
Eccellente resistenza chimica; buona resistenza ai graffi; scarsa resistenza all'idrolisi |
La temperatura di rottura di rammollimento è superiore a UEW/130; facile da tingere; bassa perdita dielettrica ad alta frequenza; nessun foro stenopeico di acqua salata |
La temperatura di rottura di rammollimento è superiore a UEW/130; facile da tingere; bassa perdita dielettrica ad alta frequenza; nessun foro stenopeico di acqua salata |
La temperatura di degradazione di rammollimento è superiore a UEW/155; la temperatura di saldatura diretta è di 390 °C; facile da tingere; bassa perdita dielettrica ad alta frequenza; nessun foro stenopeico di acqua salata |
Elevata resistenza al calore; eccellente resistenza chimica, shock termico elevato, rottura ad alto rammollimento |
Elevata resistenza al calore; stabilità termica; refrigerante resistente al freddo; alta degradazione addolcente; shock termico elevato |
Elevata resistenza al calore; stabilità termica; refrigerante resistente al freddo; alta degradazione addolcente; sbalzo di calore elevato |
|
Applicazione |
Motore ordinario, trasformatore medio |
Motore ordinario, trasformatore medio |
Relè, micromotori, piccoli trasformatori, bobine di accensione, valvole di arresto dell'acqua, testine magnetiche, bobine per apparecchiature di comunicazione. |
Relè, micromotori, piccoli trasformatori, bobine di accensione, valvole di arresto dell'acqua, testine magnetiche, bobine per apparecchiature di comunicazione. |
Relè, micromotori, piccoli trasformatori, bobine di accensione, valvole di arresto dell'acqua, testine magnetiche, bobine per apparecchiature di comunicazione. |
Trasformatore a bagno d'olio, motore piccolo, motore ad alta potenza, trasformatore ad alta temperatura, componente resistente al calore |
Trasformatore a bagno d'olio, motore ad alta potenza, trasformatore ad alta temperatura, componente resistente al calore, motore sigillato |
Trasformatore a bagno d'olio, motore ad alta potenza, trasformatore ad alta temperatura, componente resistente al calore, motore sigillato |
IEC 60317 (GB/T6109)
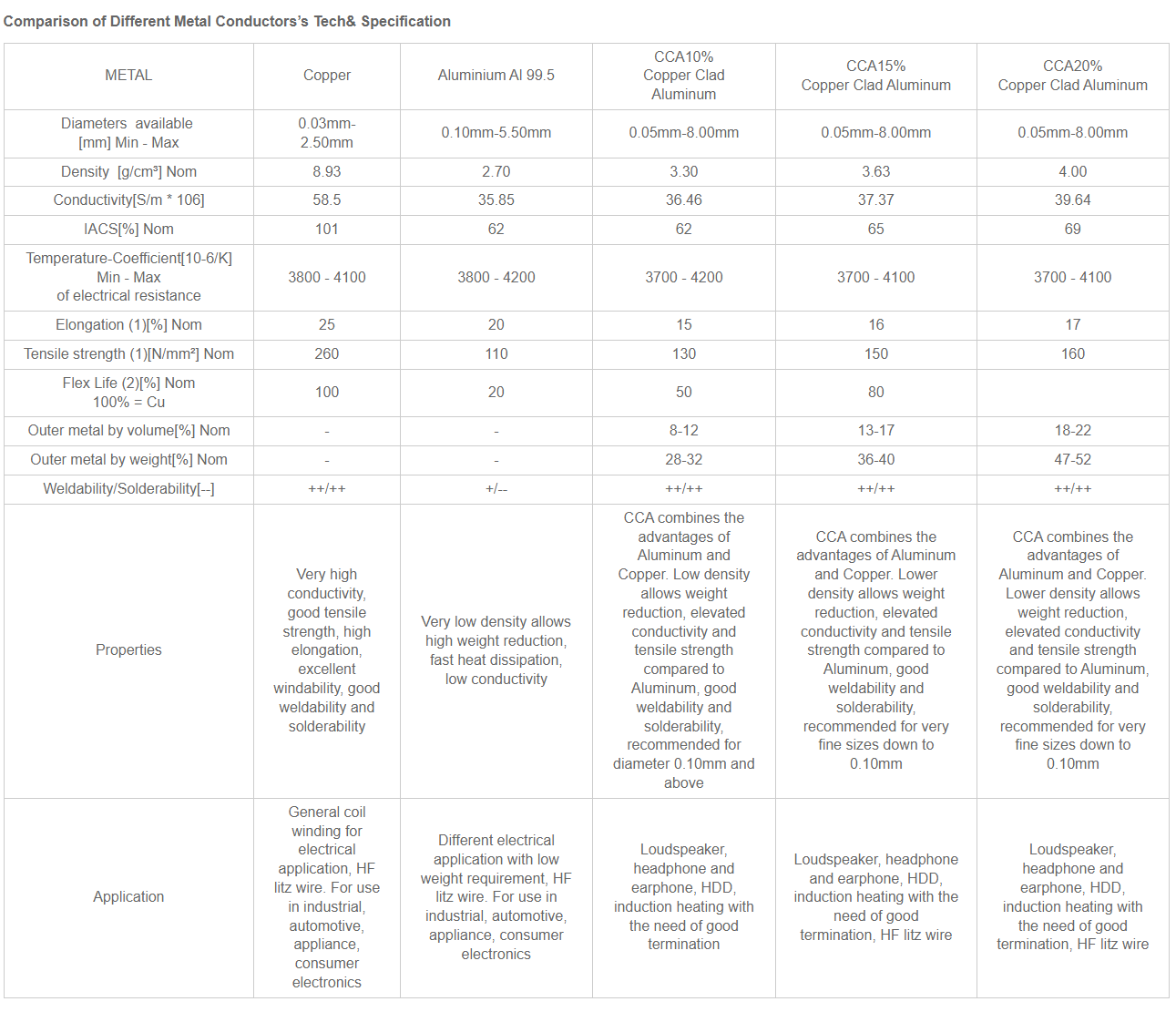
I parametri Tech & Specification dei fili della nostra azienda sono nel sistema di unità internazionale, con l'unità di millimetro (mm). Se si utilizza American Wire Gauge (AWG) e British Standard Wire Gauge (SWG), la tabella seguente è una tabella di confronto per riferimento.
La dimensione più speciale può essere personalizzata secondo i requisiti dei clienti.
Specifiche del filo di alluminio rivestito di rame smaltato
|
Diametro nominale |
Tolleranza del conduttore |
G1 |
G2 |
Tensione di rottura minima (V) |
Allungamento minimo |
|||
|
Spessore minimo del film |
Completo Diametro esterno massimo(mm) |
Spessore minimo del film |
Completo Diametro esterno massimo(mm) |
G1 |
G2 |
|||
|
0.10 |
0.003 |
0.005 |
0,115 |
0.009 |
0,124 |
1200 |
2200 |
11 |
|
0.12 |
0.003 |
0.006 |
0,137 |
0.01 |
0,146 |
1600 |
2900 |
11 |
|
0.15 |
0.003 |
0.0065 |
0.17 |
0,0115 |
0,181 |
1800 |
3200 |
15 |
|
0.17 |
0.003 |
0.007 |
0,193 |
0,0125 |
0.204 |
1800 |
3300 |
15 |
|
0.19 |
0.003 |
0.008 |
0.215 |
0,0135 |
0.227 |
1900 |
3500 |
15 |
|
0.2 |
0.003 |
0.008 |
0.225 |
0,0135 |
0.238 |
2000 |
3600 |
15 |
|
0.21 |
0.003 |
0.008 |
0.237 |
0,014 |
0.25 |
2000 |
3700 |
15 |
|
0.23 |
0.003 |
0.009 |
0.257 |
0,016 |
0.271 |
2100 |
3800 |
15 |
|
0.25 |
0.004 |
0.009 |
0.28 |
0,016 |
0.296 |
2300 |
4000 |
15 |
|
0.27 |
0.004 |
0.009 |
0,3 |
0,0165 |
0,318 |
2300 |
4000 |
15 |
|
0.28 |
0.004 |
0.009 |
0,31 |
0,0165 |
0,328 |
2400 |
4100 |
15 |
|
0.30 |
0.004 |
0.01 |
0,332 |
0,0175 |
0,35 |
2400 |
4100 |
16 |
|
0,32 |
0.004 |
0.01 |
0,355 |
0,0185 |
0.371 |
2400 |
4200 |
16 |
|
0,33 |
0.004 |
0.01 |
0,365 |
0,019 |
0,381 |
2500 |
4300 |
16 |
|
0,35 |
0.004 |
0.01 |
0,385 |
0,019 |
0.401 |
2600 |
4400 |
16 |
|
0,37 |
0.004 |
0,011 |
0,407 |
0.02 |
0,425 |
2600 |
4400 |
17 |
|
0,38 |
0.004 |
0,011 |
0,417 |
0.02 |
0,435 |
2700 |
4400 |
17 |
|
0.40 |
0.005 |
0,0115 |
0,437 |
0.02 |
0,455 |
2800 |
4500 |
17 |
|
0.45 |
0.005 |
0,0115 |
0,488 |
0,021 |
0,507 |
2800 |
4500 |
17 |
|
0,50 |
0.005 |
0,0125 |
0,54 |
0,0225 |
0,559 |
3000 |
4600 |
19 |
|
0,55 |
0.005 |
0,0125 |
0,59 |
0,0235 |
0,617 |
3000 |
4700 |
19 |
|
0,57 |
0.005 |
0,013 |
0,61 |
0,024 |
0,637 |
3000 |
4800 |
19 |
|
0,60 |
0.006 |
0,0135 |
0,642 |
0,025 |
0,669 |
3100 |
4900 |
20 |
|
0,65 |
0.006 |
0,014 |
0,692 |
0,0265 |
0,723 |
3100 |
4900 |
20 |
|
0.70 |
0.007 |
0,015 |
0,745 |
0,0265 |
0,775 |
3100 |
5000 |
20 |
|
0,75 |
0.007 |
0,015 |
0,796 |
0,028 |
0,829 |
3100 |
5000 |
20 |
|
0,80 |
0.008 |
0,015 |
0,849 |
0.03 |
0,881 |
3200 |
5000 |
20 |
|
0,85 |
0.008 |
0,016 |
0.902 |
0.03 |
0,933 |
3200 |
5100 |
20 |
|
0,90 |
0.009 |
0,016 |
0.954 |
0.03 |
0,985 |
3300 |
5200 |
20 |
|
0,95 |
0.009 |
0,017 |
1.006 |
0,0315 |
1.037 |
3400 |
5200 |
20 |
|
1.0 |
0.01 |
0,0175 |
1.06 |
0,0315 |
1.094 |
3500 |
5200 |
20 |
|
1.05 |
0.01 |
0,0175 |
1.111 |
0,032 |
1.145 |
3500 |
5200 |
20 |
|
1.1 |
0.01 |
0,0175 |
1.162 |
0,0325 |
1.196 |
3500 |
5200 |
20 |
|
1.2 |
0,012 |
0,0175 |
1.264 |
0,0335 |
1.298 |
3500 |
5200 |
20 |
|
1.3 |
0,012 |
0,018 |
1.365 |
0,034 |
1.4 |
3500 |
5200 |
20 |
|
1.4 |
0,015 |
0,018 |
1.465 |
0,0345 |
1.5 |
3500 |
5200 |
20 |
|
1.48 |
0,015 |
0,019 |
1.546 |
0,0355 |
1.585 |
3500 |
5200 |
20 |
|
1.5 |
0,015 |
0,019 |
1.566 |
0,0355 |
1.605 |
3500 |
5200 |
20 |
|
1.6 |
0,015 |
0,019 |
1.666 |
0,0355 |
1.705 |
3500 |
5200 |
20 |
|
1.7 |
0,018 |
0.02 |
1.768 |
0,0365 |
1.808 |
3500 |
5200 |
20 |
|
1.8 |
0,018 |
0.02 |
1.868 |
0,0365 |
1.908 |
3500 |
5200 |
20 |
|
1.9 |
0,018 |
0,021 |
1,97 |
0,0375 |
2.011 |
3500 |
5200 |
20 |
|
2.0 |
0.02 |
0,021 |
2.07 |
0.04 |
2.113 |
3500 |
5200 |
20 |
|
2,5 |
0,025 |
0,0225 |
2.575 |
0,0425 |
2.62 |
3500 |
5200 |
20 |
Confronto della tensione di sicurezza dell'operazione di avvolgimento del filo (fili di alluminio tondi rivestiti di rame smaltato)
|
Diametro conduttore (mm) |
Tensione (g) |
Diametro conduttore (mm) |
Tensione (g) |
|
0.1 |
49 |
0.45 |
501 |
|
0.11 |
59 |
0,47 |
497 |
|
0.12 |
70 |
0,50 |
563 |
|
0.13 |
79 |
0,51 |
616 |
|
0.14 |
85 |
0,52 |
608 |
|
0.15 |
97 |
0,53 |
632 |
|
0.16 |
111 |
0,55 |
545 |
|
0.17 |
125 |
0,60 |
648 |
|
0,18 |
125 |
0,65 |
761 |
|
0.19 |
139 |
0.70 |
882 |
|
0.2 |
136 |
0,75 |
1013 |
|
0.21 |
150 |
0,80 |
1152 |
|
0.22 |
157 |
0,85 |
1301 |
|
0.23 |
172 |
0,90 |
1458 |
|
0.24 |
187 |
0,95 |
1421 |
|
0.25 |
203 |
1.00 |
1575 |
|
0.26 |
220 |
1.05 |
1736 |
|
0.27 |
237 |
1.10 |
1906 |
|
0.28 |
255 |
1.15 |
2083 |
|
0.29 |
273 |
1.20 |
2268 |
|
0,3 |
251 |
1.25 |
2461 |
|
0,32 |
286 |
1.30 |
2662 |
Nota: utilizzare sempre tutte le migliori pratiche di sicurezza e prestare attenzione alle linee guida di sicurezza dell'avvolgitore o di altri produttori di apparecchiature
Precauzioni per l'uso AVVISO D'USO
1. Fare riferimento all'introduzione del prodotto per selezionare il modello e le specifiche del prodotto appropriati per evitare il mancato utilizzo a causa delle caratteristiche incoerenti.
2. Quando si riceve la merce, confermare il peso e se la scatola di imballaggio esterna è schiacciata, danneggiata, ammaccata o deformata; Nel processo di manipolazione, dovrebbe essere maneggiato con cura per evitare vibrazioni che facciano cadere il cavo nel suo insieme, con conseguente assenza di testa del filo, filo bloccato e nessuna disposizione regolare.
3. Durante lo stoccaggio, prestare attenzione alla protezione, evitare di essere ammaccati e schiacciati da metallo e altri oggetti duri e vietare lo stoccaggio misto con solventi organici, acidi forti o alcali. I prodotti non utilizzati devono essere avvolti ermeticamente e conservati nella confezione originale.
4. Il filo smaltato deve essere conservato in un magazzino ventilato lontano dalla polvere (compresa la polvere metallica). La luce solare diretta è vietata per evitare alte temperature e umidità. Il miglior ambiente di conservazione è: temperatura ≤50 ℃ e umidità relativa ≤ 70%.
5. Quando si rimuove la bobina smaltata, agganciare l'indice e il medio destro al foro della piastra terminale superiore del mulinello e tenere la piastra terminale inferiore con la mano sinistra. Non toccare il filo smaltato direttamente con la mano.
6. Durante il processo di avvolgimento, la bobina deve essere inserita il più possibile nel coperchio dello svolgitore per evitare danni al filo o inquinamento da solventi; Nel processo di pagamento, la tensione dell'avvolgimento deve essere regolata in base alla tabella della tensione di sicurezza, in modo da evitare la rottura del filo o l'allungamento del filo causato da una tensione eccessiva e, allo stesso tempo, evitare il contatto del filo con oggetti duri, con conseguente vernice danni alla pellicola e cortocircuito scadente.
7. Prestare attenzione alla concentrazione e alla quantità di solvente (sono consigliati metanolo ed etanolo anidro) quando si incolla la linea autoadesiva legata al solvente e prestare attenzione alla regolazione della distanza tra il tubo dell'aria calda e lo stampo e la temperatura quando incollaggio della linea autoadesiva incollata hot melt.


